Tolerances: typical vs. tight
- Typical (cost-efficient): ±0.05 mm metals, ±0.10 mm plastics for non-critical features.
- Tight (on request): ±0.01–0.02 mm on critical datums, bores, or fits.
- Design cues that help: Datum structure in the drawing, consistent tolerance stacking, and realistic GD&T where function requires it (e.g., position, flatness).
Tip: Tolerances drive process choices (tooling, feeds, setups, inspection). Tighten only where function demands.
Surface finishes (quick guide)
- As-machined: ~Ra 1.6–3.2 µm. Visible toolpaths, sharp details, fastest/lowest cost.
- Bead blast: Uniform matte, hides minor toolmarks; slight dimensional change—avoid on critical fits.
- Anodize (Al):
- Type II: Cosmetic, color options, corrosion resistance.
- Type III (hardcoat): Wear-resistant; thicker layer, dimensional impact higher.
- Type II: Cosmetic, color options, corrosion resistance.
- Powder coat: Thick, durable color layer for enclosures/brackets; mask fits/threads.
- Passivation (SS): Enhances corrosion resistance without changing appearance.
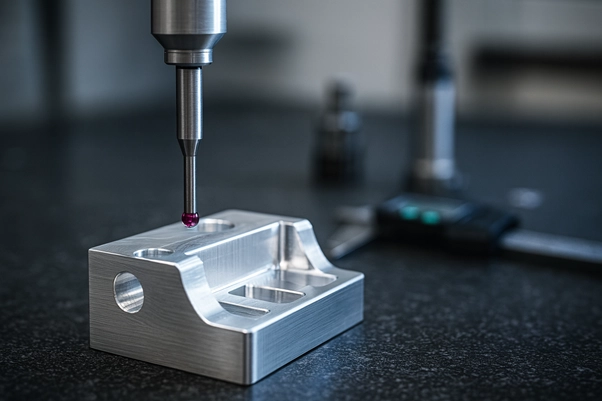
Inspection & QA
- Standard inspection: Checks per drawing notes.
- CMM reports: For tight tolerance features and datums; request when needed.
- Traceability: Heat numbers/material certs available on request.
CTA: Share your tolerance scheme and finish requirements—we’ll recommend the most efficient process to hit both.
FAQ
Q1: When should I use GD&T?
A: Use it to control functionally critical relationships (position, concentricity, flatness). Keep it minimal and meaningful.
Q2: What surface finish should I expect “as-machined”?
A: Typically ~Ra 1.6–3.2 µm. Specify lower Ra only if necessary—cost increases.
Q3: Can bead blasting affect precision?
A: Slightly. Avoid blasting on tight fits or specify masking.
Q4: Do coatings change dimensions?
A: Yes. Anodize and powder coat add thickness; identify critical surfaces and threads for masking.
Q5: How do you verify tight bores?
A: With calibrated gauges or CMM probing; we note results in the inspection report.
